|
|
原帖由 jweufyjhf 于 2008-8-13 20:39 发表 
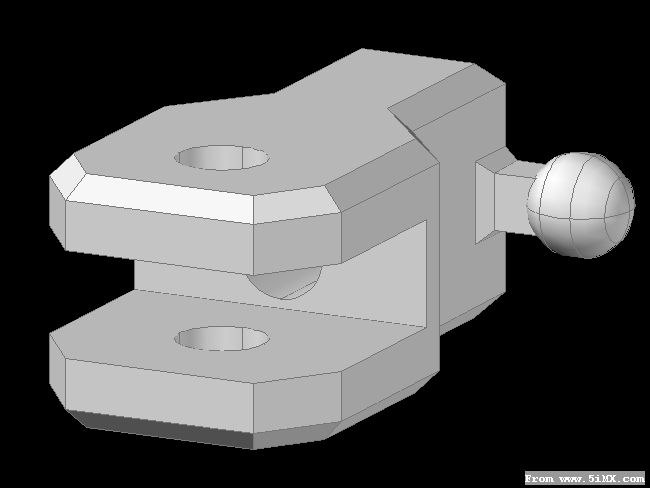
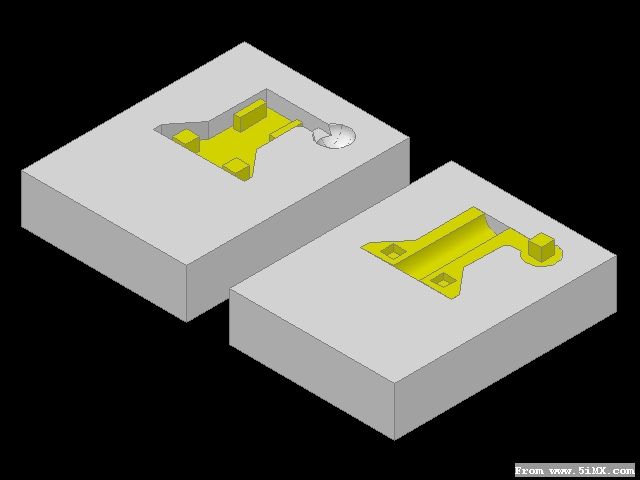
琢磨一下,用普通3轴雕刻机,一次装夹,怎么做这种零件?
http://photo.5imx.com/up/0808/01/20088132041350.gif
http://photo.5imx.com/up/0808/01/20088132041351.jpg
http://photo.5imx.com/up/080 ...
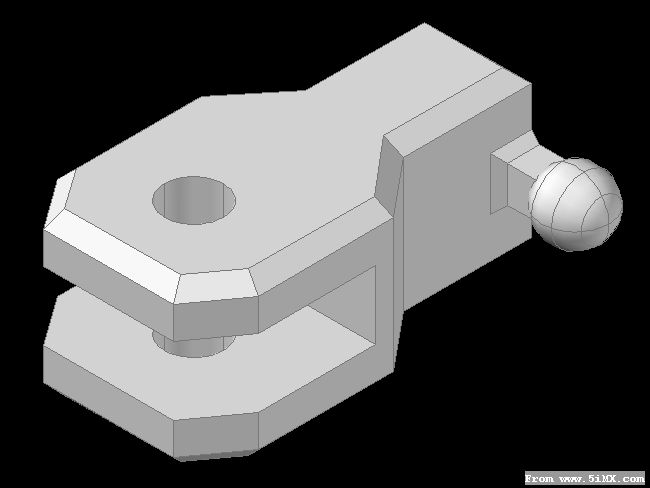
3軸的話,有點勉強,我的話,會先銑六個平面,然後立放銑中間那個孔,再翻側面銑圓球那一面,再翻面銑第三圖上下那二面
不過這樣銑,要對的很準,不然會有偏差(多少都有) |
|



 /2
/2 



 发表于 2008-8-13 14:01
发表于 2008-8-13 14:01

 收藏
收藏 楼主
楼主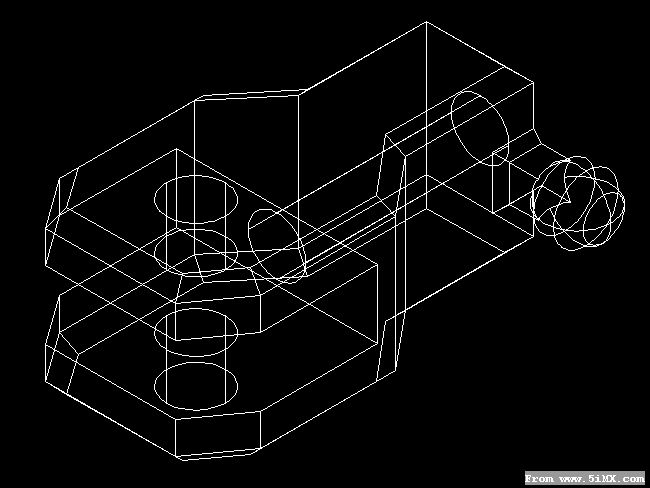
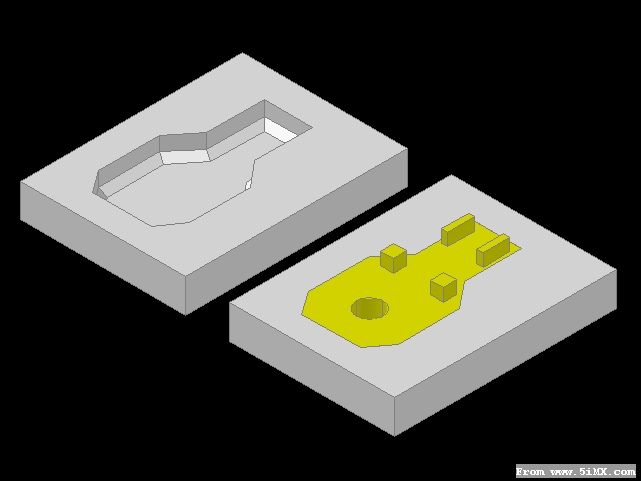

 大体是这样的了!不能铣的部分用模具做!能做的面用铣床
大体是这样的了!不能铣的部分用模具做!能做的面用铣床
