|
|
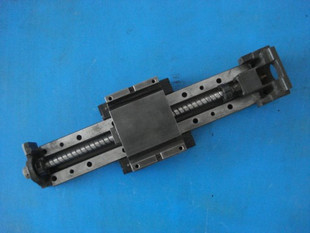
顶起,完成台面,准备做蛤蟆钳子
昨晚终于把台面搞完了,铣槽花了大约8个工作时,主要是主轴太弱,铣键槽F1500,铣T槽的时候F值只能给到250~350,要不赌转,开T要走8遍,走一个槽半个多小时……呕血,更呕血的是,买回来的3元的新铣刀,只一条槽,刃都磨圆了……,不得已,用4mm的PCB钨钢钻头磨了把铣刀样子把剩下的活干的,看来效果还马虎。昨天打表测试,发现用力推主轴,竟然有0.6mm的虚位,估计是轴承磨损的差不多了
螺母用的自锁T型母,效果还不错
30mm的加硬PVC,买回来卡尺一量发现29mm,一声叹息……JS的国度
晚上开工做夹具
[ 本帖最后由 ravenfire 于 2009-8-27 20:53 编辑 ] |
-
1.jpg
(105.95 KB, 下载次数: 10)
-
2.jpg
(74.45 KB, 下载次数: 16)
-
3.jpg
(114.36 KB, 下载次数: 9)
|



 /2
/2 



 发表于 2009-4-28 16:24
发表于 2009-4-28 16:24






 收藏
收藏 楼主
楼主




