铝合金材料可以加大进刀量。基本上一刀粗车一刀精车可以车到尺寸。虽然你已经做好成品了,但看你是来学习方法的我就再发个图上来给你看看。也给不明就里的新手一个学习机会。

|
|
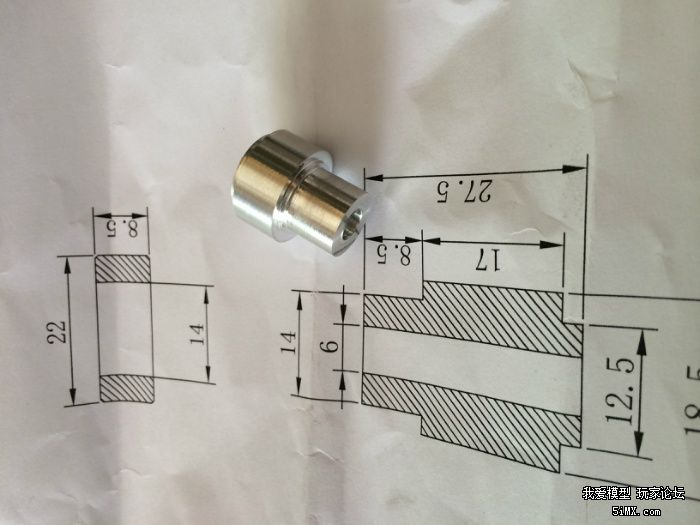
我来提个方案,仅供参考。1端面,2外圆,3前台阶,4换截断刀车后台阶,5截断。因为后台阶很窄,截断刀扎两下就到了。 |
|
1000个,400块啊,赚的太少了! |
|
改数控吧 |
honecn 发表于 2014-6-11 15:33 其实截断时不要怕,慢悠悠的反而要震和粘,大胆均匀的进刀吧。 |
honecn 发表于 2014-6-11 15:33 其实截断时不要怕,慢悠悠的反而要震和粘,大胆均匀的进刀吧。 |
honecn 发表于 2014-6-11 12:24 估计没有说精度和外观要求。这个东西随便做的话就5道工序,普通手板床0.1元一道就0.5元。人家还赚0.5元呢,嘿嘿!! 一份质量一份价钱哦。不信的话你去问问人家,要求同心误差2丝的,人家一元做的出来吗?哈哈 |
zichenxz 发表于 2014-6-7 23:24 自由公差,要求不高,谢谢你的指点! |
3085757 发表于 2014-6-10 17:50 谢谢,学习了! |
fancyjack 发表于 2014-6-11 14:40 关键是想练练手,其实不赚钱也可以。截断确实挺闹心,我以为是我的技术问题,刀磨的不行。 |
|
150快不值得啊,这个活不好干,cjm250不是干活的床,我用这个床截断很闹心,小托板有回差,弄不好就断刀。数控车刀用不了多长时间的,铝很容易粘屑,要买铝用数控车刀。 |
727094082 发表于 2014-6-10 22:52 我找仪表车床厂家报过价,做1000个是1元一个,做一万个就更便宜了 |
honecn 发表于 2014-6-5 14:14 你开玩笑呢,几毛钱?美金啊?1800转时的每转0.1mm,外径加工距离为28mm,记9.4秒,平头倒角及切断20mm距离,F0.1,时间13秒,后面台价距离为5mm,时间为1.7秒。6mm内孔,中心钻及打洞时间为10.4秒,为保证同心,镗孔F0.03,时间为31秒,为保证孔径误差,采用内孔挤压时间为10秒左右,再调头倒内孔角时间15秒。另外要加上空走刀和换刀时间大约20秒,做工装2小时/50个,每个为144秒。合计254.5秒左右,以每分钟1元计算就是4.24元一个. 20棒料一次加工完成,再调头倒角。以上工艺保证内外同心,端面和内孔外圆垂直哦 |
|
这个东西根本就不是车床的活,因为这个图纸既没有中心线也没有∅,至于具体是什么东西,那只有画这个图的人知道了。 |
|
另外数控刀普遍较钝,不如普通焊接刀锋利,机床刚性差的情况切削阻力以及震动也较大,不利于精度以及光洁度的控制。 |
|
先把料都切断,然后全部打孔,做一个膨胀芯轴,外圆的各种地方轻松搞定。这样可以省去很多装夹找正的时间。外圆同心度也好保证 |
这不是兔子的零件吗 |
 /2
/2 
 收藏
收藏
