|
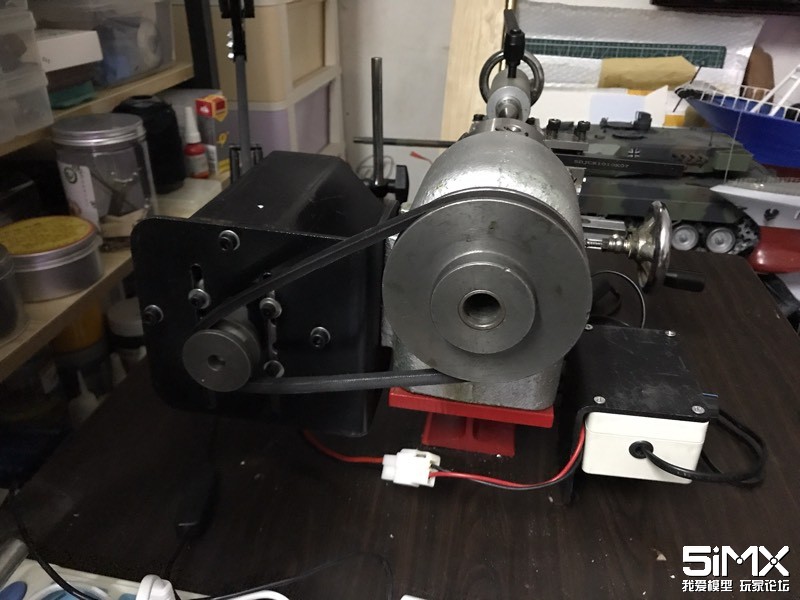
视频1: 进刀量有点大,看最后的工件刀纹是明显“肯刀”,如果是精车最后一两刀一定要很小的进刀,0.1毫米以下,咱这小车尤其是刀架强度太弱的。最后精车可 以用小刷子在工件上刷点机油。另外看你的车刀角度不大对,好像光刀一样,(角度问题,看的不太清楚)换把“尖”点的刀试试,尽量减少车刀和工件的接触面积。刀尖有很小的“R”就可以了。 视频2 工件伸出较长,尾顶顶上试试。 一点不成熟的建议供你参考。 |
 来自安卓客户端
来自安卓客户端
zzy9903 发表于 2021-12-2 08:43 这牌子,感觉买了有洗钱的嫌疑…… |
|
你这个车刀磨的不咋滴呀兄弟,不会磨没关系,迷你魔已经帮你打好样了,照抄就行了 
|
| 玩无刷电机,你会发现新的世界,哈哈哈哈 |
飞行机器 发表于 2021-12-1 22:00 多少转,最高速?反正直径越大要的扭力越大,而且转速要的越低,反正电子调速的缺点就是速度低了以后,扭力不如用减速机做出来的低转高扭 |
飞行机器 发表于 2021-12-1 21:27 你这种和我那个一样,转速越低越无力,所以要改减速比 |
| 铜应该对动力需求不高,铝合金也一样,我铣床直接上40毫米的开孔器,铣铝合金开1200转毫无吃力的感觉,铣铁就完全是两种感觉 |
本帖最后由 zzy9903 于 2021-12-1 21:47 编辑 飞行机器 发表于 2021-12-1 21:27 对于齿轮或皮带换档的机器来说的确是转速越低扭力越大,你这个电机直驱电子调速的没这说法,只不过转速低了床身刚性不足导致的震动频率也低了,给你感官上带来的错觉是更稳了 有钱的主,练手都是用黄铜,一般的东西我都不舍得用铜,太贵了 |
 /1
/1 
 收藏
收藏


