 系统没有报警吗,手动和手轮没问题的话试试MDI模式 系统没有报警吗,手动和手轮没问题的话试试MDI模式 |
| 提一个可能性哈,会不会是伺服的位置p值太低了,伺服有几个环路,要调整好刚度才高,很麻烦,会不会也许控制器下的信号是没问题的,伺服动刚度不够,震颤了? |
055853 发表于 2019-5-20 17:34 这种控制器G代码没有可视化界面,若是软件自动出的G代码跟机器定义略有不同,会不会撞机呢 |
|
用的咋样?跟XC609D比哪个靠谱?最近也想换个脱机的 |
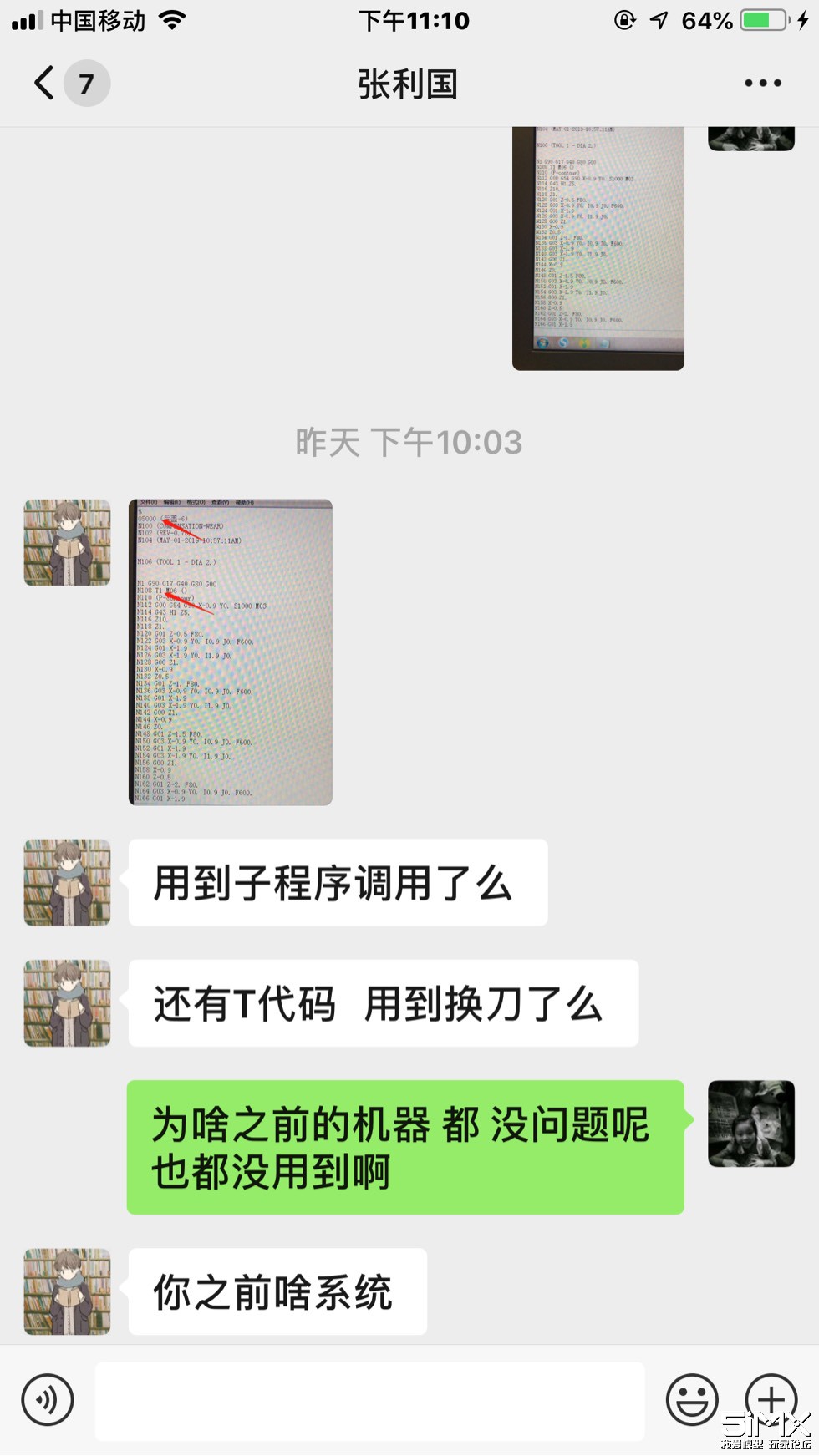
| 有的系统不支持刀具长度补偿,你把第二行G43 H1去掉看看。 |
| 好像我也有一个这样的系统 不过是v1.1的 |
| 切换到自动模式了吗? |
| 没有说明书的话去网上找一下,有可能有些代码机器不识别呢。。。比方说G43,我没有认出来,还有一个可能是F2000大了,你看看这个机床的说明,是不是支持这么快的速度 |
| 感觉g代码格式不对,多换个格式看看 |
| 可惜了,可惜了,都还给老师了,看着眼熟,但是认不出来谁是谁,哈哈 |
| 这个系统没玩过,只用过USBcnc那个板 |
 /2
/2 
 收藏
收藏


