zzy9903 发表于 2023-2-9 20:58 雕刻机用的钨钢刀材质比白钢刀更好,可高转速用,加工面很光滑。 |
欢迎继续阅读楼主其他信息
天工君 发表于 2023-1-31 16:24 对,我也是这样玩的,我用的雕刻机下来的废钨钢刀柄磨的,很好用 |
GUWEIGUO 发表于 2023-2-8 23:42 这么说可以直接买圆棒磨,省点功夫 |
磨去哪个位置不需要圆吧,凹下去就可以了吧 车削稍大直径圆孔的话,只需磨去部分成凹形。 车削小孔的话,为了使刀杆钢性最大化,在能够切削、排屑的前提下,尽量加大刀杆的粗壮度。此时用圆杆是最合适的。(个人理解) |
GUWEIGUO 发表于 2023-2-8 22:27 磨去哪个位置不需要圆吧,凹下去就可以了吧 |
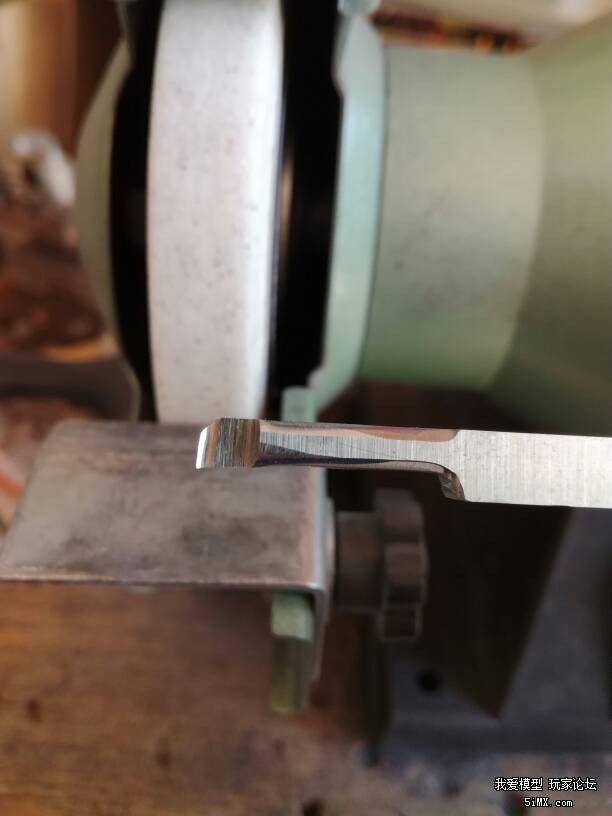
感觉没用上车床的威力。平口钳一夹拿到洗手间里去磨还方便喷水。 奥 车床卡盘夹紧白钢条后,启动车床反转,同时用角磨机磨削白钢条,形成圆刀杆。 此高鈷白钢条,可以车削不锈钢,感觉硬度还是可以的。 |
|
奥 车床卡盘夹紧白钢条后,启动车床反转,同时用角磨机磨削白钢条,形成圆刀杆。 此高鈷白钢条,可以车削不锈钢,感觉硬度还是可以的。 |
GUWEIGUO 发表于 2023-2-8 20:02 感觉没用上车床的威力。平口钳一夹拿到洗手间里去磨还方便喷水。 这个钢看着很好,m42只用过钻头,感觉也不是太厉害,不知道是不是买到假货了。 |
|
在车床上用卡盘(四爪卡盘更好)夹持白钢刀条,调校所需的偏心,把旧的毛巾覆盖在车床导轨上(保护好导轨),用角磨机磨出所要的刀杆长度;手持电磨修磨圆刀杆外圆。 将手电磨夹持在台钳上,手握磨好圆刀杆的白钢刀条,磨出需要的切削刀头。(磨削时要经常蘸水降温,以防刀头退火失去硬度)。 |

|
|
今天磨了: 3把内孔车刀 2把内螺纹车刀 1把外螺纹车刀
|
| 整个小镗刀 |
|
就是这样。有图就是好 |
 不试不知道 不试不知道 |
| 这种小孔刀可用小钻头小铣刀代替,便宜又好磨,就是要在常用的刀杆上钻个相配的孔,再垂直钻个孔攻丝顶紧,用时摆点角不擦就行。 |
| 车刀是为完成工件服务的,哪有废了之说? |
 /2
/2 
 收藏
收藏

