原帖由 hnlysc339 于 2008-4-29 19:58 发表
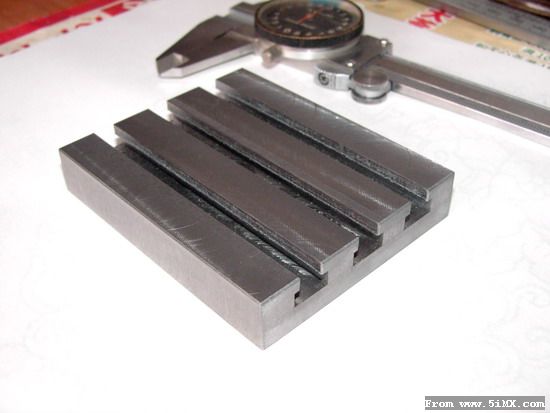
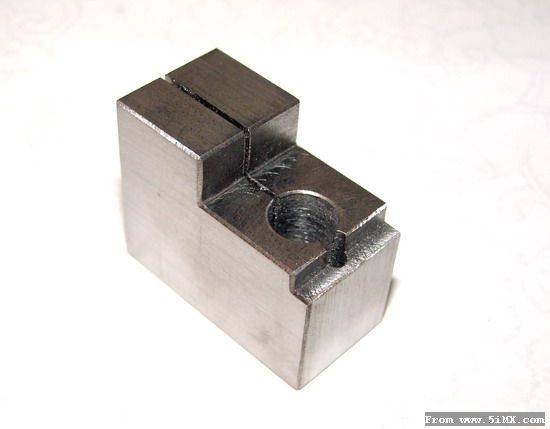
是电水壶的散热块




原帖由 hnlysc339 于 2008-4-29 19:58 发表
是电水壶的散热块
原帖由 春天的豆豆 于 2008-4-29 20:07 发表
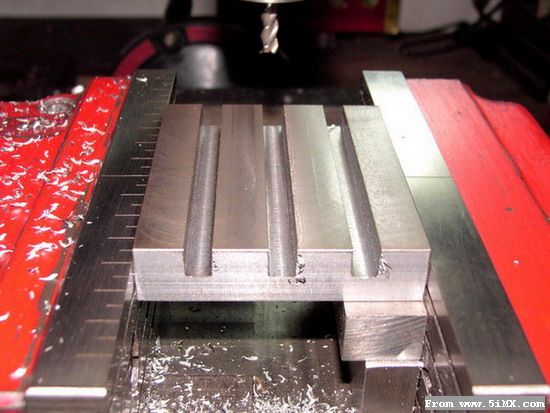
老平口钳重新打扮了~???
原帖由 七根稻草 于 2008-4-29 20:11 发表
做机加工啊?
原帖由 不马虎 于 2008-4-29 20:32 发表
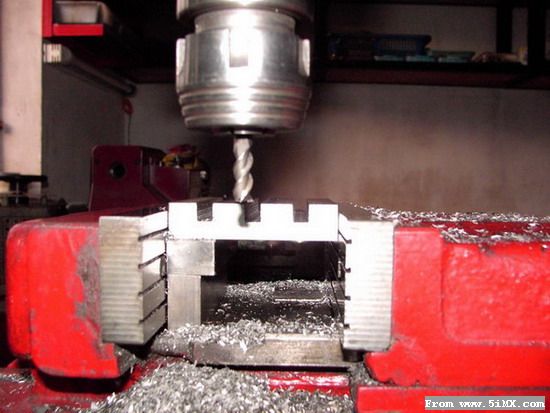
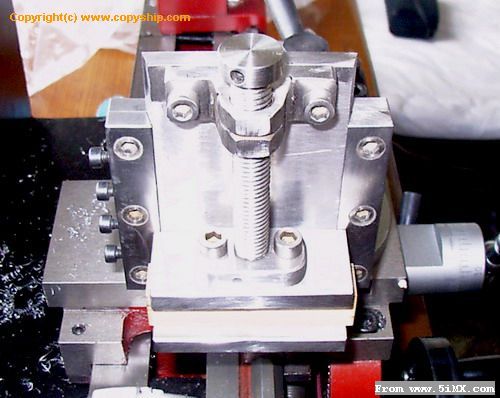
看来都认识T槽!没秘密可言了!!!:em25:
原帖由 aaa77770000 于 2008-4-29 20:46 发表
车床上用T槽干什么:em22:
原帖由 不马虎 于 2008-4-29 20:48 发表
发挥想象,很有玩头:em15:
原帖由 研究生 于 2008-4-29 21:20 发表
把中拖板换成这个?
原帖由 春天的豆豆 于 2008-4-29 22:17 发表
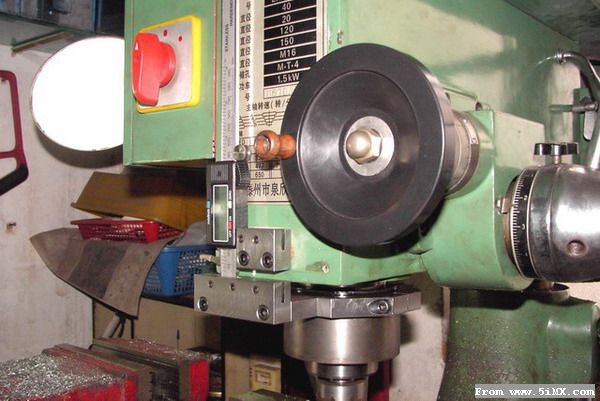
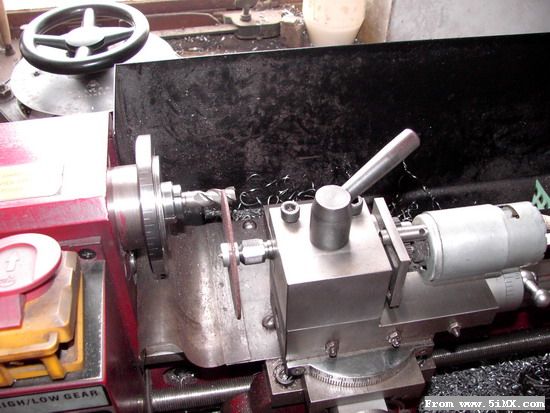
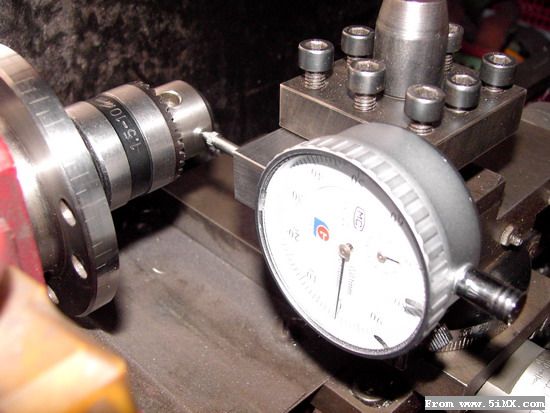
以车代铣~?




原帖由 htgg 于 2008-4-30 19:44 发表
http://photo.5imx.com/up/0804/03/20084291903180.jpg
平面多少转速?槽多少转速?











原帖由 不马虎 于 2008-4-29 22:38 发表
在这里:em15:
http://photo.5imx.com/up/0607/20068201549390.jpg
http://photo.5imx.com/up/0607/20068201549391.jpg
http://photo.5imx.com/up/0607/20068201549392.jpg
http://photo.5imx.com/up ...
原帖由 研究生 于 2008-4-30 21:51 发表
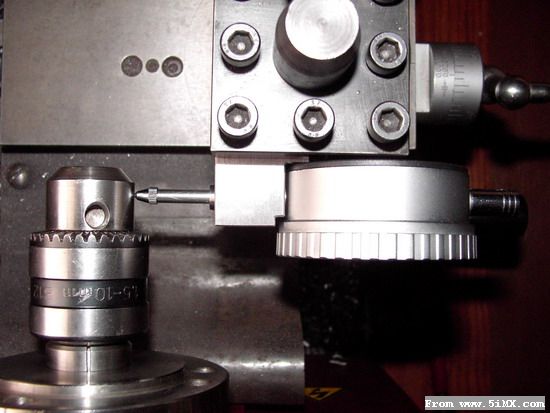
z轴的调整好像不方便,把小拖板立起来怎么样:em04: 。另外问一下:铣工件时是不是对床鞍和拖板损害很大?:em00:
原帖由 不马虎 于 2008-4-30 22:00 发表
那只是处理一些简单的工件,要想玩的爽还是要真正的铣床,被加工的工件距离大拖板越近越好,可以减少震动,也有利于减少拖板的损耗。
原帖由 wzw1233 于 2008-4-30 22:14 发表
个人觉得还是不要在车床上铣东西比较好:导轨受力方向改变了,不单单是导向作用了,还受到剧烈的震动,经过这些,导轨寿命~~~~~~~~~我的多功能机就这个德行了...............:em ...

原帖由 vr6070 于 2008-5-1 00:01 发表
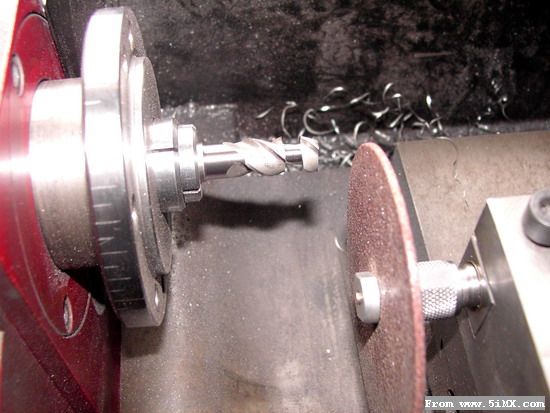
太N了!铣槽时转速和给进怎么控制?
原帖由 春天的豆豆 于 2008-5-1 19:19 发表
转速多少~???
是如何确定转速的~???



原帖由 春天的豆豆 于 2008-5-1 23:40 发表
用的4抓单动卡盘打的洞~?
还是夹在刀驾上用主轴上的钻夹头打的~?
原帖由 不马虎 于 2008-5-2 08:07 发表
三爪卡盘夹7.8MM钻头钻孔后8MM铰刀铰孔。




原帖由 qiongren 于 2008-5-2 11:06 发表
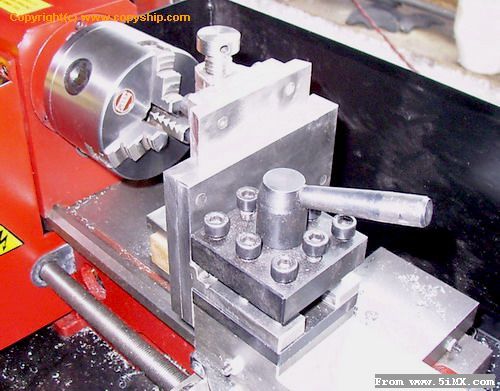
兄弟啊 你费这么大力气做了个T型槽工作台 为什么不买个现成的再改造成你需要的呢?









原帖由 不马虎 于 2008-5-2 19:33 发表
上多少都行吧!:em15:
原帖由 aaa77770000 于 2008-5-2 19:38 发表
怎么我最多只能上三个图:em22:
原帖由 MrLuo 于 2008-5-2 21:36 发表
到底要玩什么呢?
不马虎兄弟是哪里的人呢?
原帖由 xshhh 于 2008-5-2 21:56 发表
不马虎出的全是精品。
原帖由 不马虎 于 2008-5-2 18:49 发表
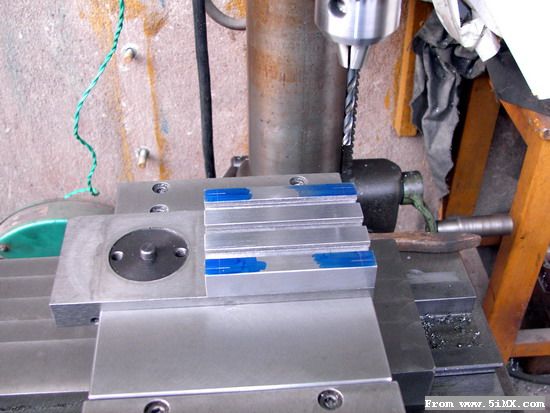
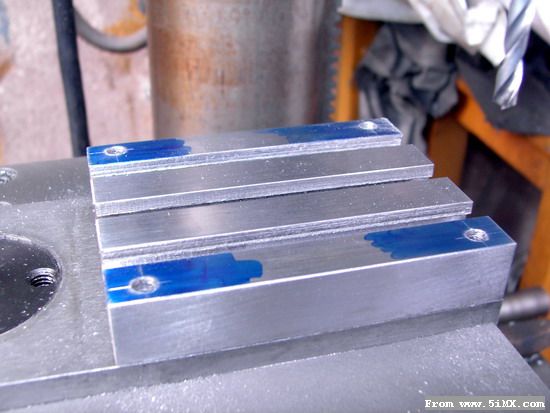
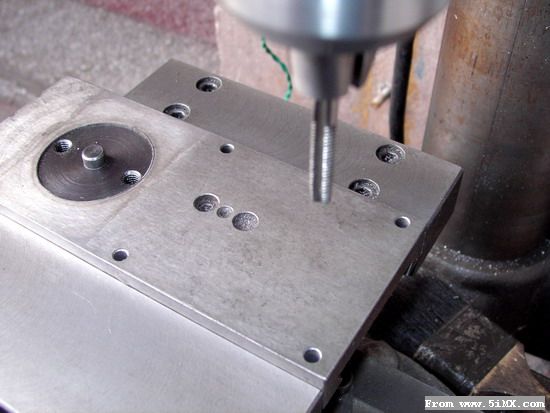
滴几滴502胶水,把T槽板粘接在中拖板上,准备钻孔。(我经常用此法钻配合安装孔,方便,快捷。)
http://photo.5imx.com/up/0804/03/2008521829100.jpg
来到外景地拍摄,地点,阳台:em15:
4.2MM的钻头,攻M ...
原帖由 春天的豆豆 于 2008-5-2 23:33 发表
马虎兄能把玉手的上张近照不~???
原帖由 inline 于 2008-5-2 23:14 发表
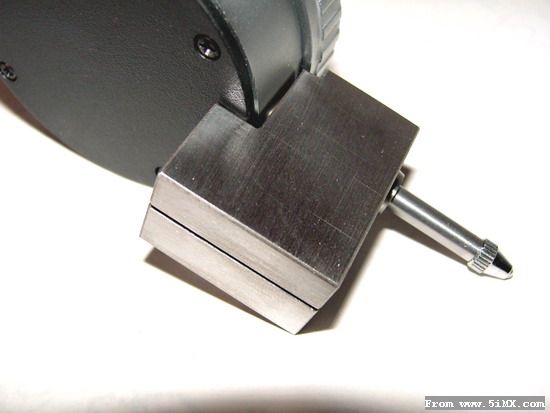
不马虎兄,我最欣赏你作品的倒角了,能不能拍个正在倒角的图让俺们学习一下啊?
原帖由 春天的豆豆 于 2008-5-2 23:33 发表
马虎兄能把玉手的上张近照不~???
原帖由 inline 于 2008-5-2 23:14 发表
不马虎兄,我最欣赏你作品的倒角了,能不能拍个正在倒角的图让俺们学习一下啊?


原帖由 春天的豆豆 于 2008-5-3 15:07 发表
马虎兄那卡尺玩到家了~~~
我也有一把一样的~~










原帖由 inline 于 2008-5-3 20:58 发表
继续呀
原帖由 不马虎 于 2008-5-3 21:12 发表
继续过了:em15:
原帖由 inline 于 2008-5-3 21:35 发表
:em15: 下面还有没?
原帖由 不马虎 于 2008-5-3 21:41 发表
明天会有,天天放电影:em15:
原帖由 不马虎 于 2008-5-3 20:40 发表
钢材好贵呀!买了这两个棒棒干掉45米。
一个直径75MM,另一个40MM。
http://photo.5imx.com/up/0804/03/2008532019130.jpg
上小的锯一节待用。
http://photo.5imx.com/up/0804/03/2008532019141.jpg
据切完 ...
){*z1O!p4k)_'^4M-U'n:M3K8q)[.T7p4abbs.5imx.com-L4],U/o,W,[(p;O&e/e1j8`2w$V2Z.Y7x原帖由 aaa77770000 于 2008-5-3 22:13 发表
看见马虎叉:em15:
钢材好贵呀!买了这两个棒棒干掉45米。:C5N0j-J!t/e,U
一个直径75MM,另一个40MM。9c2R.V)X'@"^8g
http://photo.5imx.com/up/0804/03/2008532019130.jpg
&R4D#N9A"a;Y1G-^上小的锯一节 ...
原帖由 不马虎 于 2008-5-3 22:15 发表
咋得啦:em22: :em15:
原帖由 不马虎 于 2008-5-3 22:27 发表
是两用的1380米
| 欢迎光临 5iMX.com 我爱模型 玩家论坛 ——专业遥控模型和无人机玩家论坛(玩模型就上我爱模型,创始于2003年) (http://5imx.com./) | Powered by Discuz! X3.3 |